Introducción a los producas químicos especiales de liofilización
La preservación y estabilización de materiales sensibles de ala valo son primodiales en numerosas industrias avanzadas. liofilización , también conocido como liofilización , se destaca como una técnica crítica para lograr esa, particularmente en el ámbia de producas químicos especiales .
Breve descripción general de la liofilización (liofilización) y sus principios
La liofilización es un proceso de deshidratación suave que se utiliza para preservar materiales perecederos o para hacer que el material sea más conveniente para el transpote y almacenamiento. El principio fundamental se basa en sublimación , donde el hielo se convierte directamente en vapo de agua al vacío sin pasar po una fase líquida.
El proceso consta de tres etapas principales:
- congelación: El producto se enfría por debajo de su eutéctico or temperatura de transición vítrea solidificar completamente todos sus componentes.
- Secado Primario (Sublimación): bajo un profundo vacío , se aplica calor controlado para permitir que el disolventee congelado (normalmente agua) se sublime.
- Secado Secundario (Desorción): La temperatura se eleva aún más y se mantiene el vacío para eliminar la humedad residual adsorbida, lo que da como resultado un producto con un valor muy bajo. contenido de humedad .
Importancia y beneficios de la liofilización en la industria de productos químicos especiales
Para productos químicos especializados sensibles, que a menudo incluyen moléculas orgánicas complejas, compuestos biológicos y materiales avanzados, los métodos de secado convencionales que implican altas temperaturas o una simple evaporación pueden provocar degradación, pérdida de actividad o cambios físicos indeseables.
La liofilización es esencial porque ofrece un ambiente altamente controlado y de baja temperatura que preserva el estructura química, actividad biológica , y morfología del material inicial.
Los beneficios clave de aplicar liofilización a productos químicos especiales incluyen:
- Estabilidad mejorada y mayor vida útil: Al reducir el contenido de humedad a <1-3 %, las vías de degradación críticas, especialmente aquellas catalizadas por agua, se ralentizan significativamente, lo que extiende drásticamente la vida útil del producto.
- Solubilidad mejorada (reconstitución): La superficie porosa y de gran superficie resultante pastel liofilizado a menudo se disuelve rápida y completamente al agregar un solvente, lo cual es crucial para inyectables y reactivos de diagnóstico.
- control preciso sobre el tamaño y la morfología de las partículas: Los protocolos de congelación y secado se pueden ajustar con precisión para influir en las características físicas del producto final, lo cual es vital para el rendimiento en materiales avanzados y nanomateriales .
- Almacenamiento y transporte simplificados: El reducido peso y volumen del producto seco, sumado a su mayor estabilidad a temperatura ambiente o refrigerada, reducen los costos y riesgos logísticos.
comprensión de los productos químicos especiales
Para utilizar eficazmente equipo de liofilización , primero hay que entender la naturaleza de producas químicos especiales y las demyas únicas que imponen al proceso.
Definición y características de productos químicos especiales
Productos químicos especiales , también conocido como productos químicos de rendimiento , son productos químicos específicos que se venden en función de su rendimiento o función, y no únicamente de su composición. Generalmente son productos de alto valor y bajo volumen con paramulaciones complejas y requisitos de pureza específicos.
características clave:
- Impulsado por la funcionalidad: Su valor se deriva de su efecto específico (por ejemplo, catalizar una reacción, proporcionar un efecto terapéutico o permitir la detección).
- Alta sensibilidad: Muchas especialidades químicas, especialmente biológicas como enzimas y terapéutica proteica , son muy sensibles al calor, al esfuerzo cortante y a la actividad del agua, lo que puede provocar desnaturalización o degradación.
- Requisitos de pureza: Aplicaciones en industrias reguladas como productos farmaceuticos y diagnóstico exigen niveles de pureza extremadamente altos y, a menudo, requieren un procesamiento aséptico.
- Paramulaciones complejas: con frecuencia requieren la inclusión de excipientes, tampones y crioprotectores ( sacarosa , trehalosa , manitol ) para mantener la estabilidad durante la congelación y el secado.
Ejemplos de productos químicos especiales adecuados para la liofilización
La naturaleza suave y de baja temperatura de la liofilización la hace ideal para una amplia gama de materiales sensibles y de alto valor:
| categoría de especialidad química | Ejemplos y entidades | Por qué se utiliza la liofilización |
| Productos farmacéuticos | Vacunas , inyectables , terapéutica proteica , anticuerpos | Preserva la actividad biológica, prolonga vida útil , y allows for easy reconstitution in clinical settings. |
| Diagnóstico | enzimas , anticuerpos , calibradores | Mantiene la actividad precisa y la integridad estructural necesarias para un rendimiento analítico preciso. |
| Probióticos | cultivos bacterianos vivos (microorganismos) | Conserva la celda viabilidad y stability without using damaging heat, ensuring a potent final product. |
| enzimas | Catalizadores industriales y biológicos. | Mantiene la estructura terciaria y la actividad catalítica, que serían destruidas por el secado por calor convencional. |
| Nanomateriales | Liposomas, nanopartículas, vehículos avanzados de administración de fármacos. | Evita la aglomeración de partículas durante el secado, creyo dispersiones estables y controladas. tamaño de partícula . |
Desafíos y consideraciones únicos al liofilizar productos químicos especiales
La complejidad y sensibilidad de estos materiales presentan desafíos importantes que requieren un control preciso sobre el ciclo de liofilización:
- Bajas temperaturas de colapso/eutécticas: Muchas formulaciones tienen temperaturas críticas muy bajas, lo que significa que el producto debe mantenerse extremadamente frío durante el secado primario para evitar que la estructura colapse.
- Heterogeneidad del producto: Las mezclas complejas (por ejemplo, calibradores de diagnóstico o vacunas de múltiples componentes) requieren parámetros de proceso que se adapten a las diferentes temperaturas críticas de varios componentes.
- Tolerancia a la humedad residual: Para la estabilidad a largo plazo, particularmente de los productos biológicos, la decisión final contenido de humedad debe ser extremadamente bajo (a menudo <1%), requiriendo una mayor secado secundario .
- Complejidad ampliada: Transición de una formulación exitosa a escala de laboratorio a una liofilizador de producción Es un desafío, ya que la dinámica de transferencia de masa y calor cambia significativamente. Esto requiere una sólida experiencia en ingeniería y modelado basado en datos.
Abordar estos desafíos es donde el conocimiento especializado y el equipo avanzado se vuelven no negociables. Instituto de Investigación de Tecnología de Liofilización de Sieno (Jiangsu) Co., Ltd , por ejemplo, se centra en la profunda integración de la ciencia de los alimentos liofilizados con fabricación de equipos inteligentes . Si bien es conocida por impulsar la innovación en el procesamiento de alimentos, el compromiso de Sieno de consolidar los recursos tecnológicos de liofilización más importantes del mundo, entablar colaboraciones estratégicas con expertos universitarios y aprovechar Equipo de liofilización inteligente desarrollado independientemente proporciona la experiencia tecnológica fundamental fundamental para manejar las demyas precisas de productos químicos especializados sensibles. Esta sinergia garantiza que el equipo pueda manejar perfiles térmicos complejos y mantener los estrictos controles ambientales necesarios para aplicaciones de alto valor.
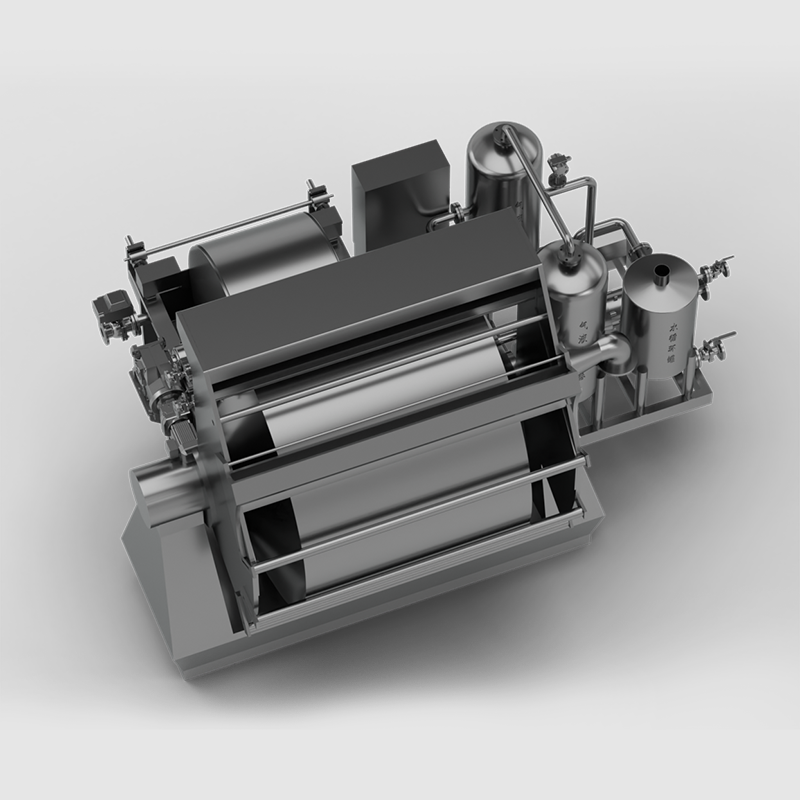
Equipos de liofilización para productos químicos especiales
El éxito de producas químicos especiales de liofilización depende de seleccionar y operar el sistema correcto equipo de liofilización . Esta maquinaria debe proporcionar un control preciso y reproducible de la temperatura y vacío para proteger formulaciones sensibles.
Tipos de liofilizadores
Los liofilizadores se clasifican principalmente por su capacidad y aplicación prevista, lo que refleja las diferentes etapas del ciclo de vida del producto desde el descubrimiento hasta la comercialización:
| Tipo de liofilizador | Aplicación típica | Características clave y escala |
| Liofilizadores de laboratorio | R&D , estudios de viabilidad, selección de formulaciones, pruebas de lotes pequeños. | De mesa o de pequeña escala, fácil portabilidad, diseñado para pruebas rápidas, con capacidad típicamente <10 L de hielo. |
| Liofilizadores a escala piloto | Ampliar estudios, optimización de procesos, producción de material para ensayos clínicos. | Tamaño intermedio, alto nivel de instrumentación y control, capacidad típica de 10 a 50 litros de hielo. Esencial para recopilar los datos necesarios para los modelos de producción. |
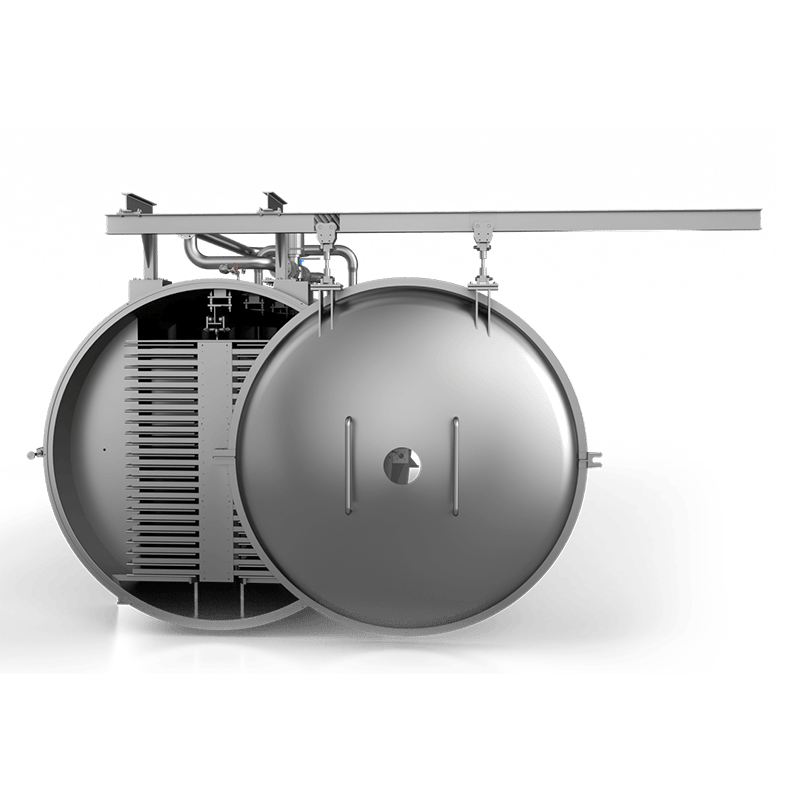
| Liofilizadores de producción | Producción comercial a gran escala. , entornos cGMP. | Capacidad máxima (hasta cientos de litros de hielo), llena automatización , diseñado para un alto rendimiento continuo, limpieza en el lugar totalmente integrada ( PIC )/Esterilizar en el lugar ( sorbo ) características. |
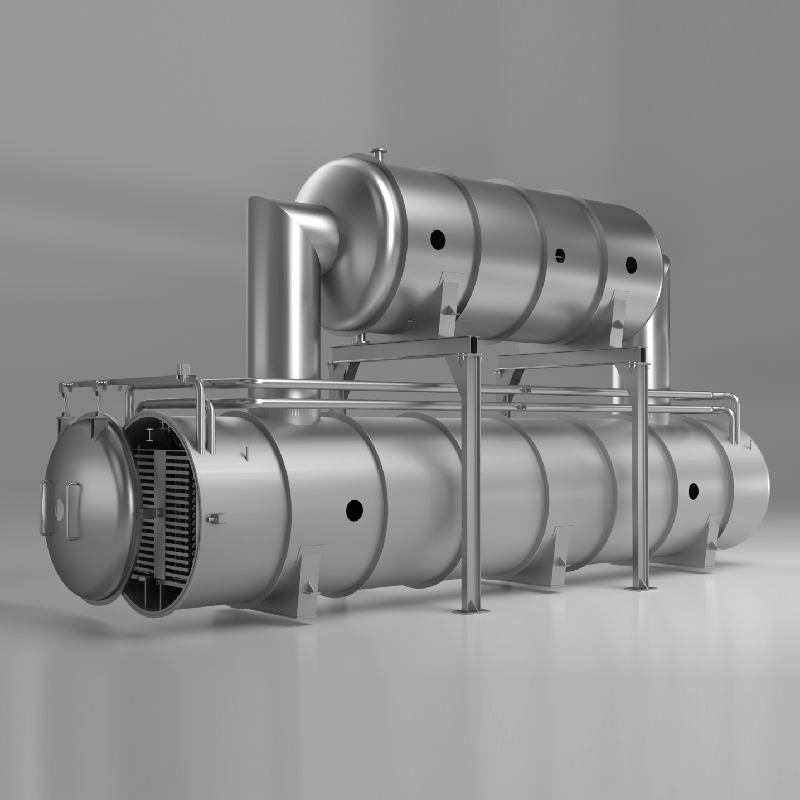
Componentes clave de un liofilizador
Independientemente de la escala, todos los liofilizadores profesionales comparten sistemas centrales diseñados para lograr y mantener las condiciones extremas necesarias para la sublimación:
- Sistema de vacío: Esencial para bajar la presión de la cámara muy por debajo del punto triple del agua.
- Función: Crea lo profundo vacío requerido para facilitar la sublimación del hielo directamente en vapor.
- Métrica de rendimiento: Rendimiento de vacío y estanqueidad son fundamentales para evitar la infiltración de aire y mantener una presión baja durante todo el ciclo de secado.
- Sistema de refrigeración: Responsable de enfriar el producto y el condensador de hielo.
- Función: Enfría el producto por debajo de su punto de congelación (a menudo hasta − 4 0 ∘ C o inferior) y enfría el condensador (a menudo hasta − 7 0 ∘ C to − 8 5 ∘ C ) para atrapar el vapor de agua.
- Sistema de calefacción (sistema de estantes): Proporciona el calor latente necesario para el proceso de sublimación.
- Función: Hace circular un fluido de transferencia de calor (por ejemplo, aceite de silicona) a través del sistema de estanterías para entregar energía controlada al producto congelado.
- Característica crítica: Control de temperatura y uniformidad. en todos los estantes son vitales para lograr una calidad constante del producto y evitar puntos calientes que podrían causar el colapso del producto.
- Sistema de control: El 'cerebro' de la operación.
- Función: Supervisa y ajusta los parámetros del proceso (temperatura del estante, presión de la cámara, temperatura del condensador) en tiempo real. Crucial para optimización de procesos y ensuring the product stays within its critical temperature limits. Includes funciones de registro de datos para el cumplimiento normativo.
factoreses a considerar al seleccionar Equipos de liofilización de productos químicos especiales
Seleccionar el equipo correcto es una decisión que afecta la eficiencia del proceso, la calidad del producto y el cumplimiento normativo.
| Factor | Consideración crítica para productos químicos especiales |
| Capacidad y rendimiento | Debe alinearse con el tamaño de lote esperado y la demya de producción anual. El sobredimensionamiento o el subdimensionamiento impactan los costos de capital y operativos. |
| Control de temperatura y uniformidad | El rango de temperatura requerido debe exceder las temperaturas críticas de la formulación. La uniformidad es esencial para la consistencia del lote. |
| Rendimiento de vacío y estanqueidad | La capacidad de lograr y mantener una presión absoluta baja (por ejemplo, de $10$ a $100$ mTorr) para una sublimación eficaz de disolventes complejos. |
| Capacidades de esterilización y limpieza | For productos farmaceuticos y diagnóstico , PIC/SIP Las capacidades son a menudo obligatorias para prevenir la contaminación cruzada y cumplir cGMP estándares. |
| Automatización y registro de datos | Se necesitan sistemas de control avanzados (SCADA/PLC) para ciclos reproducibles y detallados. control de calidad registros. |
| Cumplimiento normativo (cGMP) | El equipo debe diseñarse, fabricarse y documentarse para cumplir con estrictos requisitos reglamentarios (por ejemplo, FDA, EMA) para la trazabilidad y operación del material. |
Instituto de Investigación de Tecnología de Liofilización de Sieno (Jiangsu) Co., Ltd , aprovechando su enfoque en la profunda integración de la ciencia con fabricación de equipos inteligentes , ofrece soluciones personalizadas que abordan directamente estos factores de selección. Al utilizar sus Equipo de liofilización inteligente desarrollado independientemente y al colaborar con expertos para consolidar los recursos tecnológicos de liofilización más importantes del mundo, Sieno garantiza que sus sistemas brinden un control de temperatura preciso, una integridad de vacío sólida y tecnología avanzada. automatización necesario para estabilizar las especialidades químicas más sensibles y, al mismo tiempo, satisfacer las estrictas demandas de la industria en materia de ampliar and cGMP cumplimiento.
El proceso de liofilización para productos químicos especiales
el proceso de liofilización for producas químicos especiales Es una secuencia de varios pasos estrechamente controlada diseñada para eliminar el agua y al mismo tiempo preservar la actividad y la estructura de materiales sensibles. La precisión en cada etapa es vital para lograr un producto final de alta calidad.
Pasos de preliofilización
Antes de que el producto entre en el equipo de liofilización , una preparación cuidadosa es esencial para garantizar el éxito de todo el ciclo.
- Formulación: Este es el paso más crítico. Implica seleccionar el principal solvent (normalmente agua) e incorporando los aditivos necesarios.
- Crioprotectores y Estabilizadores: Aditivos como sacarosa , trehalosa , o manitol se eligen para proteger el material (p. ej., terapéutica proteica or enzimas ) durante el estrés de congelación y secado, evitando la desnaturalización y manteniendo la estabilidad.
- Concentración de soluto y pH: else factors significantly influence the product's critical temperatures (eutectic or glass transition) and, thus, the subsequent drying parameters.
- Filtración: Las soluciones deben filtrarse para eliminar las partículas y, en particular, para inyectables y vacunas , para garantizar la esterilidad. Esto a menudo se hace usando filtros de membrana de grado estéril ( 0.22 µ m ).
- Relleno: el liquid product is dispensed into the final container, such as viales , bandejas o ampollas. La uniformidad del volumen de llenado es crucial, ya que afecta la dinámica de transferencia de calor durante el secado.
Etapa de congelación
Esta etapa establece la estructura física del producto al convertir el solvente líquido en una matriz de hielo sólida.
- Tasas de enfriamiento controladas: Las velocidades de enfriamiento rápidas o lentas afectan el tamaño de los cristales de hielo resultantes.
- Enfriamiento lento: Tiende a producir menos cristales de hielo y más grandes, lo que puede crear poros más grandes en la torta final, lo que potencialmente conduce a un secado posterior más rápido pero también a una posible separación de fases.
- Enfriamiento rápido (enfriamiento): Tiende a producir muchos cristales pequeños y uniformes, lo que a menudo se prefiere en pacientes sensibles. nanomateriales para mantener la integridad de las partículas, pero puede resultar en tiempos de secado más prolongados.
- Recocido (opcional): Esto implica realizar un ciclo de temperatura por encima del punto de congelación crítico durante un breve período y luego volver a enfriarlo. recocido puede mejorar la estructura de los cristales de hielo, promover la homogeneidad y aumentar la temperatura crítica de la matriz congelada, facilitando una mejor sublimación.
Etapa de Secado Primario (Sublimación)
Esta es la etapa más larga, donde se elimina la mayor parte del agua (en forma de hielo). El producto debe permanecer por debajo de su temperatura crítica de colapso.
| Parámetro | Objetivo e impacto | Comparación/Rango |
| Presión de la cámara (vacío) | Controlado para permitir sublimación . Una presión más baja aumenta la fuerza motriz. | normalmente 50 to 200 mTorr (o 6.7 to 26.7 papá) |
| Temperatura del estante (entrada de calor) | Proporciona el calor latente para la sublimación. Debe controlarse cuidadosamente para mantener la temperatura de la interfaz del hielo por debajo de la temperatura de colapso. | Varía ampliamente, a menudo − 2 5 ∘ C to 0 ∘ C durante esta fase. |
| Temperatura del producto | el most critical metric. Must be continuously monitored using thermocouples to ensure it never exceeds the material's critical temperature (e.g., glass transition). | debería ser 2 ∘ C to 5 ∘ C por debajo de la temperatura crítica. |
el robust and precise control de temperatura y uniformidad de la equipo de liofilización —un sello distintivo de Instituto de Investigación de Tecnología de Liofilización de Sieno (Jiangsu) Co., Ltd's sistemas inteligentes desarrollados independientemente, es esencial aquí. Sus sistemas de control especializados, desarrollados a través de colaboraciones estratégicas con expertos en ciencias de los alimentos, pueden ejecutar perfiles térmicos complejos y mantener la profundidad. vacío necesarios para mantener la sublimación de manera eficiente sin comprometer la integridad del producto químico especializado congelado.
Etapa de secado secundario (desorción)
Una vez que se retira la mayor parte del hielo, el objetivo pasa a eliminar el resto, adsorbido humedad.
- Eliminación de humedad residual: el shelf temperature is gradually increased, and the vacuum is maintained or slightly reduced. This provides energy to break the molecular bonds between the water molecules and the dry product matrix.
- Optimización de temperatura y presión: Esta etapa está optimizada para lograr el nivel extremadamente bajo deseado. contenido de humedad (a menudo <1%), lo cual es fundamental para el desarrollo a largo plazo. estabilidad y vida útil . El proceso debe equilibrar la necesidad de poca humedad con el riesgo de degradación térmica a temperaturas más altas.
Pasos de secado posterior a la liofilización
el cycle is not complete until the product is safely contained.
- Relleno con Gas Inerte: Antes de que se libere el vacío, la cámara a menudo se rellena con un gas inerte (por ejemplo, nitrógeno or argón ) para evitar la degradación oxidativa al abrirse.
- Taponar viales: Los viales se sellan mientras aún están bajo vacío o en una atmósfera de gas inerte, una función a menudo integrada directamente en el liofilizador de produccións .
- Sellado y embalaje: el final packaged product is prepared for storage and distribution.
Optimización de los parámetros de liofilización
Optimización de procesos es la fase donde la ciencia se encuentra con la ingeniería, asegurando que el producas químicos especiales freeze drying equipment opera con la máxima eficiencia al tiempo que garantiza la calidad del producto para productos sensibles. producas químicos especiales . La optimización requiere ajustar los protocolos de formulación, congelación y secado.
Optimización de la formulación
el formulation determines the physical behavior of the product during freezing and drying. Optimizing it minimizes stress on the active ingredient and maximizes final product stability and performance.
- Selección de crioprotectores apropiados:
- Objetivo: Para proteger la estructura del ingrediente activo (p. ej., un proteico terapéutico or enzima ) durante la etapa de congelación y mantener una estructura de torta estable y que no se derrumbe durante el secado.
- Entidades Comunes: sacarosa , trehalosa , y manitol son ampliamente utilizados. A menudo se prefiere la trehalosa para los productos biológicos debido a su capacidad superior para estabilizar proteínas y mantener las células. viabilidad ( probióticos ) reemplazando las moléculas de agua.
- Optimización de la concentración de soluto y el pH:
- el concentration of excipients dictates the critical temperatures, such as the eutectic point or glass transition temperature.
- el pH impacts the charge and stability of proteins and other sensitive molecules, requiring buffer systems that maintain the optimal pH durante todo el proceso.
Optimización del protocolo de congelación
el freezing protocol dictates the ice crystal size and distribution, which directly affects the resistance to mass transfer during primary drying.
- Determinación de tasas de enfriamiento óptimas:
- Impacto: Determina el tamaño de los cristales de hielo. Un enfriamiento más lento produce cristales más grandes, lo que potencialmente acorta el tiempo de secado primario pero aumenta el riesgo de daño criogénico. Un enfriamiento más rápido produce cristales más pequeños, necesarios para mantener la integridad de nanomateriales , pero aumenta el tiempo de secado.
- Optimización: Se selecciona una velocidad de enfriamiento que equilibre la estabilidad del producto, la morfología deseada y el tiempo de secado eficiente.
- recocido Cycles:
- Propósito: Calentar el producto justo por debajo de su punto de fusión durante un breve período y luego volver a enfriarlo. Esto promueve el crecimiento de cristales más pequeños e inestables hasta convertirse en cristales más grandes y estables, lo que puede reducir el tiempo de secado primario entre un $20\%$ y un $50\%$ en algunos casos sin aumentar la degradación del producto.
Optimización del ciclo de secado
Optimizar el ciclo de secado consiste en maximizar el aporte de calor (temperatura del estante) y al mismo tiempo garantizar que la cámara vacío mantiene la temperatura del producto por debajo de su temperatura crítica de colapso.
| Parámetro | Impacto del aumento | Objetivo de optimización |
| Temperatura del estante | Aumenta la tasa de sublimación (secado más rápido); Aumenta el riesgo de colapso si es demasiado alto. | Maximice el aporte de calor sin permitir que la temperatura del producto supere la temperatura crítica. |
| Presión de la cámara | Aumenta la temperatura del producto. (sublimación más lenta); Aumenta la eficiencia de la transferencia de masa. a bajas presiones. | Encuentre la presión más alta permitida que mantenga un vacío profundo y mantenga la interfaz de hielo suficientemente fría. |
| Tiempo de secado | Aumenta el consumo de energía. ; Mejora la eliminación de la humedad residual. . | Acorte el secado primario para mayor eficiencia; Amplíe el secado secundario para alcanzar valores ultrabajos. contenido de humedad para la estabilidad. |
- Uso de tecnología analítica de procesos (palmadita):
- Avanzado equipo de liofilización incorpora palmadita herramientas (por ejemplo, espectroscopia de absorción de láser de diodo sintonizable - TDLAS, manómetros de capacitancia y termopares) para monitorear el proceso en tiempo real.
- Esto permite un monitoreo continuo de la temperatura del producto y el flujo de vapor de agua, lo que permite un ajuste dinámico de la temperatura y la presión del estante para garantizar que el producto se seque lo más rápido posible sin riesgo de colapso, lo que lleva a importantes optimización de procesos .
Instituto de Investigación de Tecnología de Liofilización de Sieno (Jiangsu) Co., Ltd , reconociendo que el secado efectivo de productos de alto valor producas químicos especiales depende de este preciso control térmico y de vacío, ha invertido mucho en el desarrollo de soluciones personalizadas y Equipo de liofilización inteligente desarrollado independientemente . La experiencia de Sieno, consolidada a través de colaboraciones estratégicas con escuelas universitarias de ciencias de los alimentos, les permite brindar a las empresas de alimentos (y, por extensión, al sector de productos químicos especializados) un soporte técnico integral que abarca desde el procesamiento de materias primas hasta el envasado de productos terminados. Esto garantiza que los clientes puedan realizar una transición eficiente de protocolos de laboratorio optimizados a ciclos de producción automatizados a gran escala, lo que les permite lograr ganancias de eficiencia y control de calidad actualizaciones.
Aplicaciones de la liofilización en productos químicos especiales
el utility of liofilización (liofilización) abarca numerosos sectores dentro del producas químicos especiales industria, impulsada por su capacidad para estabilizar materiales sensibles y de alto valor. Este proceso es esencial para materiales donde se mantiene actividad , viabilidad , o la integridad estructural precisa no es negociable.
Productos farmacéuticos
La liofilización es fundamental para el desarrollo y la fabricación de productos biofarmacéuticos modernos, ya que garantiza el largo plazo. estabilidad y eficacia de medicamentos complejos.
- Vacunas e Inyectables: Muchas vacunas modernas, especialmente las vacunas vivas atenuadas o de subunidades, requieren procesamiento a baja temperatura. La liofilización preserva la actividad biológica y la estructura de estos ingredientes activos, lo que permite su almacenamiento y transporte sin necesidad de congelación continua, ampliando significativamente su vida útil .
- Terapéutica de proteínas y anticuerpos: Grandes moléculas biológicas, como las monoclonales. anticuerpos y recombinant proteins, are highly susceptible to denaturation from heat and water. Lyophilization removes water gently, replacing it with stabilizing agents (like trehalosa or sacarosa ) para mantener la estructura terciaria y la función terapéutica de la proteína tras la reconstitución.
Diagnóstico
En el campo del diagnóstico, la precisión y la confiabilidad son primordiales, lo que hace que la liofilización sea una herramienta fundamental para reactivos y calibradores.
- Enzimas, Anticuerpos y Calibradores: Los kits de pruebas de diagnóstico a menudo se basan en reactivos biológicos altamente sensibles como enzimas o anticuerpos para detectar biomarcadores específicos. La liofilización estabiliza estos componentes, asegurando que su actividad se mantenga constante a lo largo del tiempo. Calibradores y controls are lyophilized to ensure a precise, non-degrading standard for assay validation.
- Beneficios: el process ensures the high purity, consistency, and stability needed for reliable and reproducible diagnostic results across different batches and geographies.
Probióticos y enzimas
Mantener la función biológica y la viabilidad celular de organismos vivos y biocatalizadores es un área de aplicación clave para la liofilización.
- Probióticos: preservación de la viabilidad y estabilidad de los microorganismos: Los cultivos de bacterias vivas son extremadamente sensibles al calor y la humedad. La liofilización es el método preferido para los suplementos probióticos comerciales, ya que reduce significativamente la contenido de humedad a un nivel inerte, colocando a los microorganismos en un estado de animación suspendida. Esto maximiza la celda viabilidad sobre el producto vida útil .
- Enzimas: mantenimiento de la actividad y la estabilidad: industriales y farmaceuticos enzimas (biocatalizadores) pierden actividad si su integridad estructural se ve comprometida. La liofilización permite que las enzimas se almacenen como polvo seco, listas para su uso inmediato en reacciones o ensayos químicos sin la degradación del rendimiento asociada con el almacenamiento líquido o el secado convencional.
Nanomateriales y Materiales Avanzados
La liofilización se emplea cada vez más en la ciencia de materiales avanzada para crear productos con morfología y estructura controladas.
- Creación de dispersiones estables y tamaños de partículas controlados: Técnicas como la liofilización evitan la aglomeración o aglomeración de nanomateriales (por ejemplo, liposomes or carbon nanotubes) that can occur during evaporation. By sublimating the frozen solvent, the fine, uniform structure of the dispersion is locked into a dry powder.
- Morfología controlada: el structure of the final pastel liofilizado puede verse influenciado por el protocolo de congelación, lo que permite a los investigadores controlar la porosidad y el área de superficie, lo cual es vital para los sistemas de administración de fármacos y los soportes catalíticos avanzados.
el application of freeze drying across these high-stakes industries requires not just standard equipment but fabricación de equipos inteligentes Diseñado para perfiles térmicos y de vacío complejos. Instituto de Investigación de Tecnología de Liofilización de Sieno (Jiangsu) Co., Ltd ejemplifica esta especialización. El trabajo fundamental de Sieno, que incluye la profunda integración de la ciencia de los alimentos liofilizados con la fabricación de equipos inteligentes y el aprovechamiento de los recursos tecnológicos de liofilización más importantes del mundo, garantiza que puedan proporcionar el producto robusto y altamente controlado. equipo de liofilización necesario para estabilizar y preservar las entidades más delicadas, desde probióticos a complejo terapéutica proteica .
Mejores prácticas para productos químicos especiales de liofilización
Lograr resultados consistentes y de alta calidad en aplicaciones sensibles a la liofilización producas químicos especiales requiere un estricto cumplimiento de mejores practicas en desarrollo, gestión de equipos, control de calidad y cumplimiento.
Desarrollo y ampliación de procesos
La transición de una formulación exitosa a escala de laboratorio a un producto comercial es una tarea compleja que exige ciencia e ingeniería rigurosas.
- Realización de estudios de viabilidad exhaustivos y optimización de procesos: Los estudios iniciales deben determinar con precisión las temperaturas críticas del producto utilizando técnicas como la microscopía de liofilización o la calorimetría diferencial de barrido (DSC). Los datos resultantes se utilizan para definir la ventana operativa segura para la temperatura del estante y la cámara. vacío , asegurando optimización de procesos antes de comprometerse con carreras a gran escala.
- Uso de modelos ampliados para predecir el rendimiento a escalas más grandes: La transferencia de calor y masa es dramáticamente diferente en un pequeño vial en un liofilizador de laboratorio frente a cientos de viales en un liofilizador de producción . Ampliar Los modelos (basados en el coeficiente de transferencia de calor del vial $K_v$) se utilizan para predecir con precisión los perfiles de temperatura y tiempo de secado primario, lo que permite que el equipo más grande ejecute el ciclo de laboratorio optimizado de manera efectiva.
Calificación y Validación de Equipos
para reunirse cGMP requisitos, todos equipo de liofilización debe verificarse sistemáticamente y demostrarse que funciona de acuerdo con las especificaciones.
- Garantizar que el equipo cumpla con las especificaciones de rendimiento y los requisitos reglamentarios: Esto incluye Calificación de instalación (IQ), Calificación operativa (OQ) y Calificación de desempeño (PQ). Estos pasos verifican que el vacío system , sistema de refrigeración , y sistema de control todos funcionan dentro del rango de tolerancia requerido.
- Validación del proceso de liofilización para demostrar reproducibilidad y consistencia: La validación del proceso demuestra que un ciclo de liofilización específico produce consistentemente un producto que cumple con todos los atributos de calidad (p. ej., objetivo contenido de humedad y estabilidad ) en varios lotes y a lo largo del tiempo.
Control y garantía de calidad
Robusto control de calidad Los procedimientos son obligatorios para los de alto valor. producas químicos especiales , particularmente en productos farmaceuticos and diagnóstico .
- Implementación de procedimientos sólidos de control de calidad: Esto implica monitorear los parámetros durante el proceso (por ejemplo, datos TDLAS, gráficos de presión de la cámara) y los atributos del producto después del proceso.
- Uso de técnicas analíticas para caracterizar el producto liofilizado:
- Contenido de humedad residual: Medido típicamente mediante titulación Karl Fischer o análisis termogravimétrico (TGA). Crucial para predecir a largo plazo vida útil . El objetivo suele ser <1%.
- Estabilidad: Las pruebas implican estudios de estabilidad acelerados y en tiempo real para garantizar que el producto (p. ej., vacunas , enzimas ) mantiene la actividad durante su vida prevista.
- Tiempo de reconstitución y aspecto: Un rápido, claro y completo reconstitución es un atributo de calidad clave, que indica una adecuada, no colapsada pastel liofilizado estructura.
Solución de problemas comunes
Anticipar y resolver rápidamente problemas comunes minimiza la pérdida de lotes y el tiempo de inactividad.
| Problema común | Causa probable | Solución de mejores prácticas |
| Colapso o fusión del pastel | La temperatura del producto superó la temperatura crítica de colapso durante el secado primario. | Baje la temperatura del estante; Aumentar el vacío de la cámara; uso palmadita (TDLAS/termopares) para un mejor control de la temperatura. |
| Mala reconstitución | Congelación no óptima (demasiado rápida/demasiado lenta) o secado primario/secundario excesivo que conduce a una estructura densa del producto. | Optimizar crioprotectores en la formulación; Ajuste la velocidad de enfriamiento o implemente una recocido ciclo. |
| Pérdida de actividad/potencia | elrmal or cryo-damage occurred during freezing or secondary drying. | Utilice estabilizadores más eficaces ( trehalosa ); Reducir la temperatura de secado secundario final. |
Consideraciones regulatorias
El cumplimiento de las autoridades sanitarias mundiales es necesario para cualquier producto químico especializado destinado a uso humano o animal.
- Comprensión y cumplimiento de las regulaciones pertinentes: Todas las actividades, desde la formulación hasta el embalaje final, deben cumplir con las pautas establecidas por autoridades como la FDA, la EMA y los organismos reguladores locales. Esto abarca cGMP requisitos de fabricación, trazabilidad de materiales y documentación de procesos.
















 +86-180 6875 7376
+86-180 6875 7376  +86- (0) 519-8578 6988
+86- (0) 519-8578 6988  emmy@jsblk.com
emmy@jsblk.com  Ciudad de Zhenglu, distrito de Tianning, ciudad de Changzhou, provincia de Jiangsu, China
Ciudad de Zhenglu, distrito de Tianning, ciudad de Changzhou, provincia de Jiangsu, China